Production Technology
Wehrhahn GmbH, 27753 Delmenhorst, Germany
Evaluate - control - optimise: Real-time process image for a transparent factory
Loading...Traditionally, plant data acquisition systems followed a similar structure. Selected data points were transferred via a dedicated “data collection PLC” and an interface to a data logger, which stored the information in a database. Although this approach was functional, it required extensive knowledge of the PLC programme and was often difficult to adapt or expand. Any modification required changes to the interface structure, resulting in limited flexibility. In addition, increasing data traffic often pushed network infrastructures to their limits.
Other market solutions have attempted to retrofit similar functionality through add-on modules. However, these approaches frequently required additional sensor technology, significantly increasing costs and system complexity.
Today, however, this situation has changed fundamentally. Modern network architectures, fibre-optic communication, and significantly faster control systems allow the capture and processing of large volumes of data in real time. Instead of selecting individual data points, it is now possible to continuously collect and efficiently store all machine and process data in a central database.
This technological shift forms the foundation of the Wehrhahn Master Control System (MCS).
The Wehrhahn MCS combines decades of process expertise with detailed knowledge of plant control structures. It transforms raw production data into actionable insights, enabling operators to make well-informed decisions.
Access to the system is provided via a modern web interface, offering fast and intuitive access to relevant information. Standardised dashboards present key plant data in a clear and structured way. Thanks to their modular design, these dashboards can be customised to match the needs of individual users.
For example:
• Production managers receive real-time production figures, raw material status information, and data on section performance.
• Plant managers gain access to strategic indicators such as KPIs and overall equipment effectiveness (OEE).
In addition to dashboard views, the MCS provides direct access to highly specialised evaluations that can be traced down to the field level, including individual sensors and machine parameters. With only a few clicks, users can move from a complete plant overview to the detailed analysis of a single machine component.
As the MCS accesses PLC data directly, there is no need for complex interfaces or manual data transfers. All relevant data can be visualised in real time or analysed historically across a range of minutes, hours, days, or weeks.
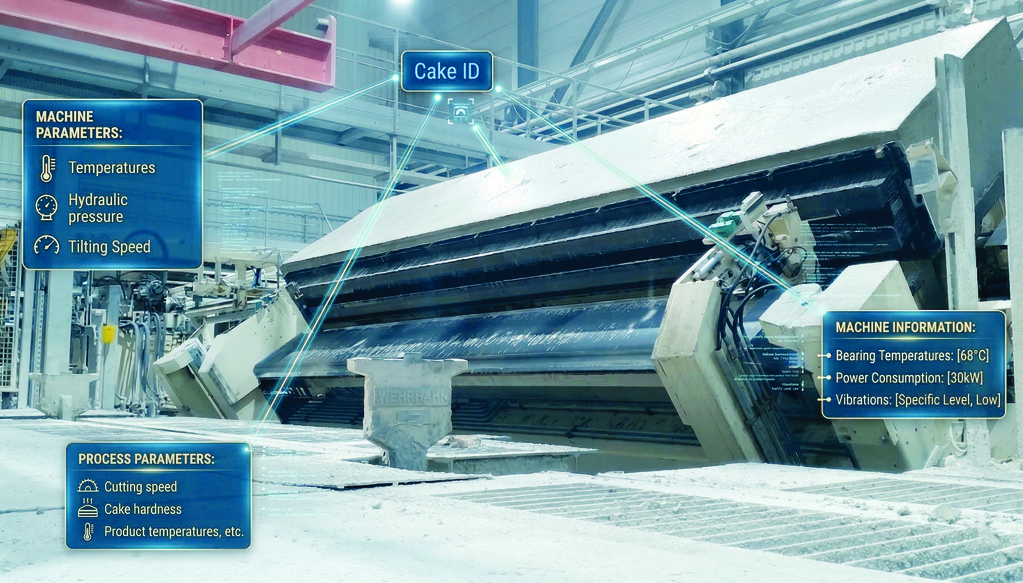
A key advantage of the Wehrhahn MCS lies in its ability to link process data directly to individual production units. Based on Wehrhahn’s detailed knowledge of the production process, all relevant machine, raw material, and process data can be assigned to a specific cake ID.
This enables the entire production process to be traced, from the raw material preparation to the finished block.
In addition, laboratory and quality data are integrated into the system and linked to the corresponding production batch. This precise traceability enables plant operators to quickly identify the causes of quality deviations. All measured product properties can be directly compared with the actual recipe parameters, raw material properties, and machine conditions at the time of production.
As a result, process optimisation becomes significantly faster and more effective.
The MCS includes a wide range of specialised evaluation tools covering mechanical, electrical, and process-related parameters. As the system continuously records all machine and system parameters, it can also provide valuable insights into the health status of individual machines.
Parameters, such as:
• motor power consumption
• temperature development
• vibration behavior
• hydraulic pressures
are analysed to detect deviations and early indicators of potential machine failures.
This deep level of machine transparency enables a new approach to predictive maintenance. Instead of performing maintenance strictly according to fixed schedules, maintenance activities can be planned based on the machine's actual condition. This reduces unnecessary service interventions while minimising the risk of unexpected production downtime.
Traditionally, analysing large volumes of process data required extensive experience and considerable time. With the integration of advanced database technology and detailed process knowledge, Wehrhahn MCS now enables the use of artificial intelligence for automated data evaluation.
AI-supported analysis can:
• identify the root causes of downtime within seconds
• optimise cycle times and process parameters
• reduce energy consumption and raw material usage
This allows operators to continuously improve plant performance while reducing operational costs.
Efficient resource management is now a key factor in modern production environments. The Wehrhahn MCS provides a clear and intuitive interface for analysing both energy and resource consumption.
Energy analysis begins with the total plant consumption and can be broken down step by step to individual plant sections and even single automation devices. However, the system not only visualises consumption, but also interprets and processes the data to support optimisation.
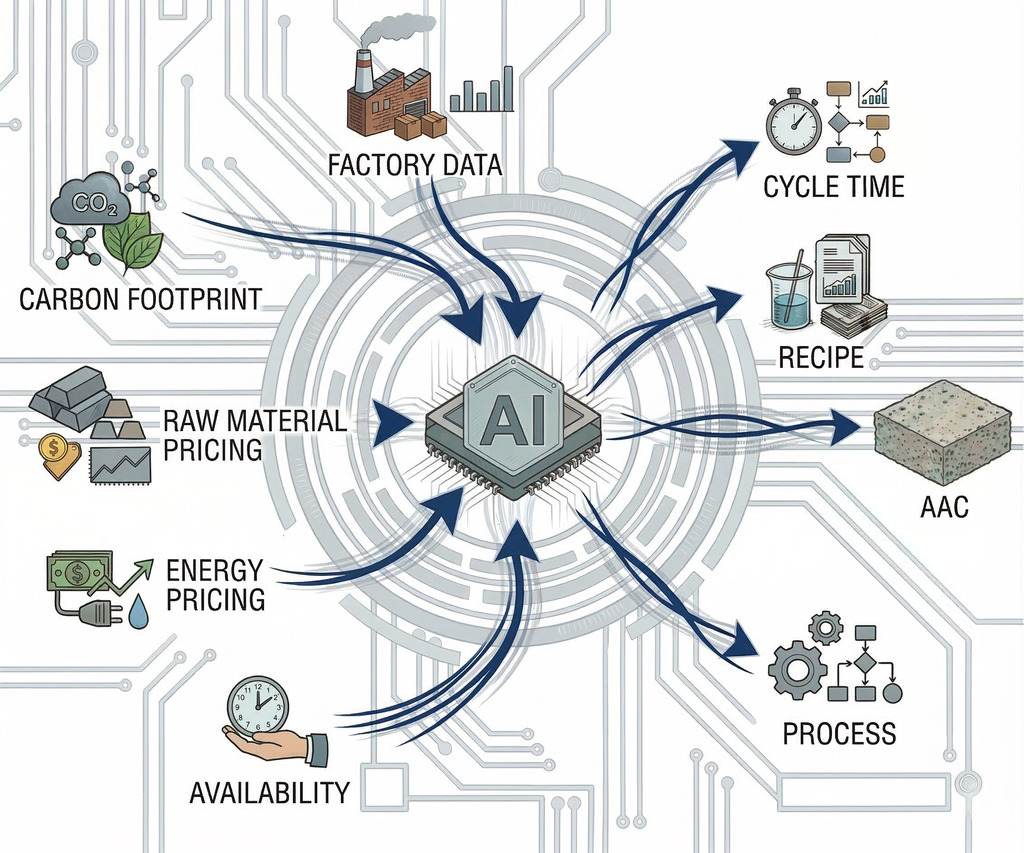
This capability is particularly powerful in combination with the new Wecomix dosing system. By analysing process conditions, the system continuously optimises the recipe to minimise energy and material consumption for each pouring cycle.
The optimisation process considers several influencing factors, including:
• plant utilisation
• raw material prices
• energy costs
• carbon footprint targets
An example of this intelligent optimisation is Wehrhahn’s green cake tester. If the tester detects that a cake height is greater than required, the system automatically reduces the pouring volume for the next cycle. This results in lower raw material usage and reduced CO₂ emissions, all while maintaining product quality.
The Wehrhahn MCS provides a range of comprehensive tools for analysing Overall Equipment Effectiveness (OEE). Operators can start with an overview of the total plant OEE, which is automatically calculated from the OEE values of individual plant sections. If deviations occur, users can quickly identify the responsible section and investigate the underlying causes.
For each plant section, Wehrhahn specialists have defined the most relevant factors influencing:
• availability
• performance
• quality
These indicators can also be customised to reflect specific plant configurations or operational requirements.
In addition to process and equipment analysis, the MCS features a dedicated tool for evaluating shift performance. The system allows plant managers to compare shifts based on key performance metrics:
• production output
• downtime events
• product quality
• operational performance
This level of transparency helps to identify improvement potential and supports the continuous performance optimisation across the entire organisation.
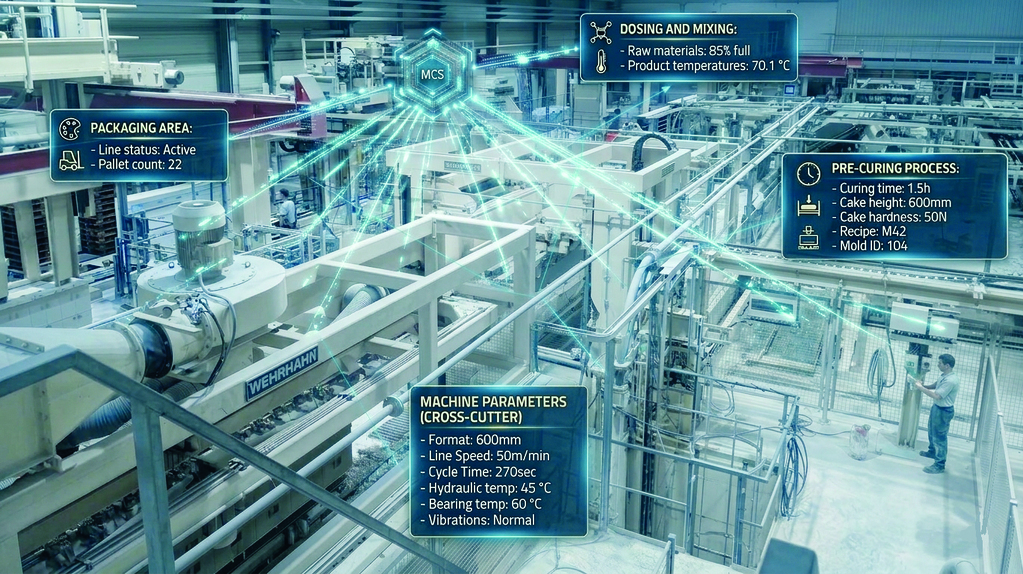
In summary, Wehrhahn has developed the MCS (Master Control Server), which is a comprehensive data acquisition solution for its industrial plants. Acting as the plant's central intelligence, the MCS integrates data from all process sections (e.g. dosing/mixing, cutting and autoclaving) and provides information for production, energy management, quality control and preventive maintenance. The MCS uses algorithms to evaluate real-time data and optimise plant and process parameters. It also supports connectivity with ERP systems and enables remote assistance from Wehrhahn specialists. While it performs several MES-level functions, such as real-time monitoring, quality information, data warehousing and performance analysis, the MCS is a purpose-built, highly integrated system specifically tailored for Wehrhahn plants rather than a generic, off-the-shelf MES.
In short: Evaluate. Control. Optimise.