Science & Innovation
Integration of nanotechnology into construction materials
Optimizing Nanofibrillated Cellulose Content for Improved Mechanical Properties of AAC
Loading...


Cellulose is an organic biopolymer compound obtained from biomass and annual production ranges between 1010 and 1011 tons. It is widely used in industry, including sectors such as paper, textiles, materials and chemical industry [4]. Despite cellulose chemical composition, the physical and morphological structure of natural cellulose in plants is complex. NFC consists of cellulose nanocrystals, cellulose nanofibers and bacterial nanocellulose [5]. The abundant availability of plant biomass and the superior mechanical properties of cellulose such as high specific surface and high water-retention have made NFC a desirable reinforcing material for a variety of materials [6-8].
The use of NFC derivates with a low carbon footprint as additives in cement-based mortars and concretes has been investigated and studies have observed improvements in mechanical performance and durability [7-9]. Kamasamudran et al. [10] investigated the influence NFC fibers in portland cement as a function of water to solid ratio. They reported improved setting behavior and an increase in flexural strength up to 75% at a water to solid ratio of 0.35 whereas this effect disappeared when the ratio was increased to 0.45. Lisboa et al. [11] conducted a study by incorporating microcrystalline cellulose at dosages ranging from 0.1% to 1% and reported that the highest flexural strength was achieved at a 0.2% addition ratio.
In this study, the aim was to produce high-performance AAC by incorporating NFC which modifies the hydration products and microstructure of the AAC matrix, leading to a denser structure and improved mechanical performance.
Methods
Experimental Setup
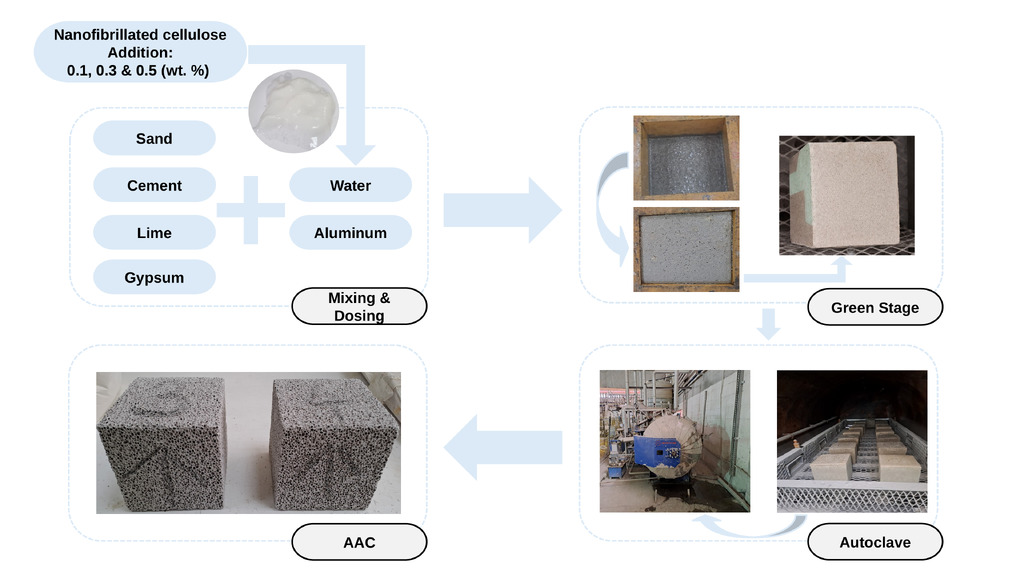
The mix design for the AAC was developed to achieve a density in the range of 300 – 350 kg/m3. According to AAC production scheme shown in Fig. 1, NFC pre-mixed separately for 1 minute, was then combined with the main raw materials and the foaming agent before being poured into the molds. NFC was added to the prepared slurry at dosages of 0%, 0.1%, 0.3% and 0.5% and the mixtures were designated as NFC0, NFC1, NFC2 and NFC3 respectively.
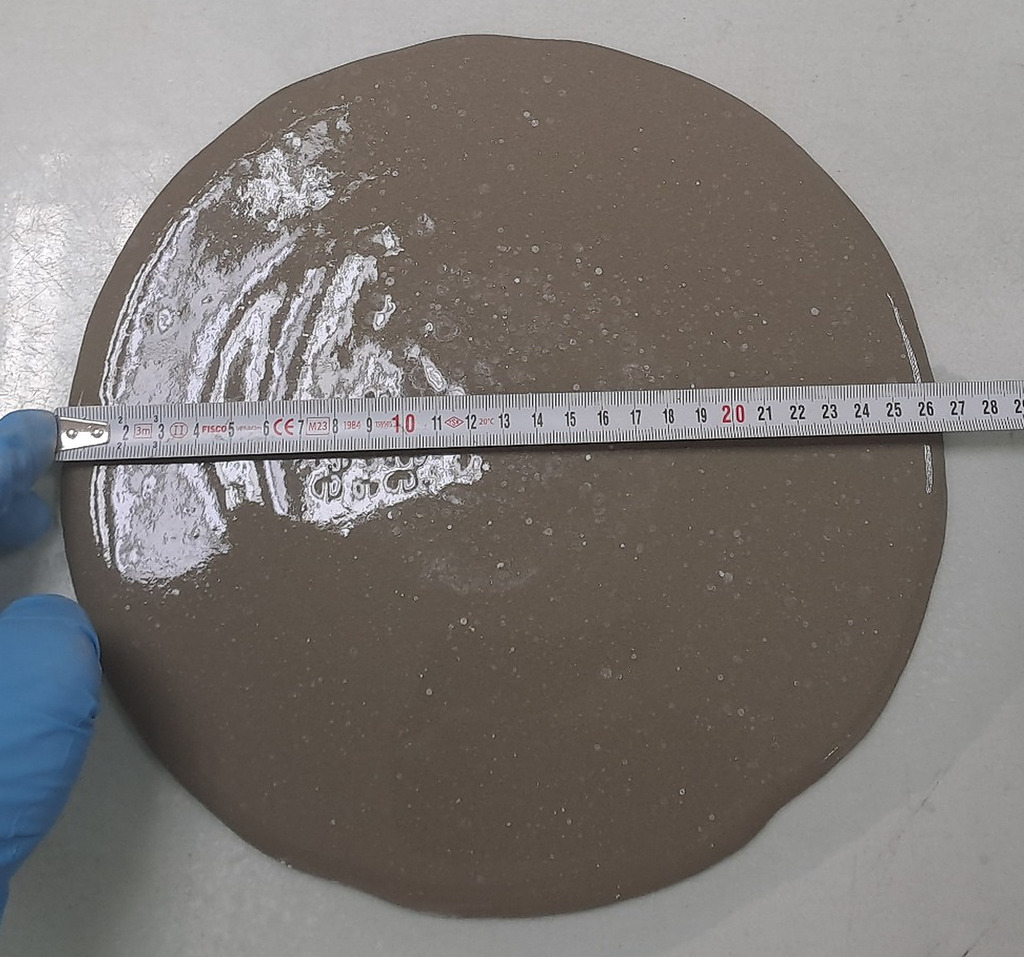
The effect of NFC on the mix design, the spreading diameter was determined by pouring the slurry mixture onto a glass plate, as shown in Fig. 2. The spread diameter is critical parameter because it reflects the workability of the casting slurry, supports sufficient and uniform filling of the mold cavity, ensures homogeneous pore formation and helps reduce crack formation in the final product.
Sample Characterization
After autoclave curing, X-ray diffraction (XRD) analysis was performed using Rigaku instrument to determine the phase distribution in the final products. For analysis, the samples were ground to particle size below 75 µm; measurements were collected over 5-60° (2θ) range at a scanning rate of 0.02°/min under operating conditions of 40 kV and 30 mA. To investigate the effect of NFC on the microstructure of AAC, samples were prepared with dimensions of 10 x 10 x 10 mm, gold-coated and examined by scanning electron microscope (SEM). SEM observations were carried out at an accelerating voltage of 15 kV using secondary electron (SE) detector.
Results and Discussions
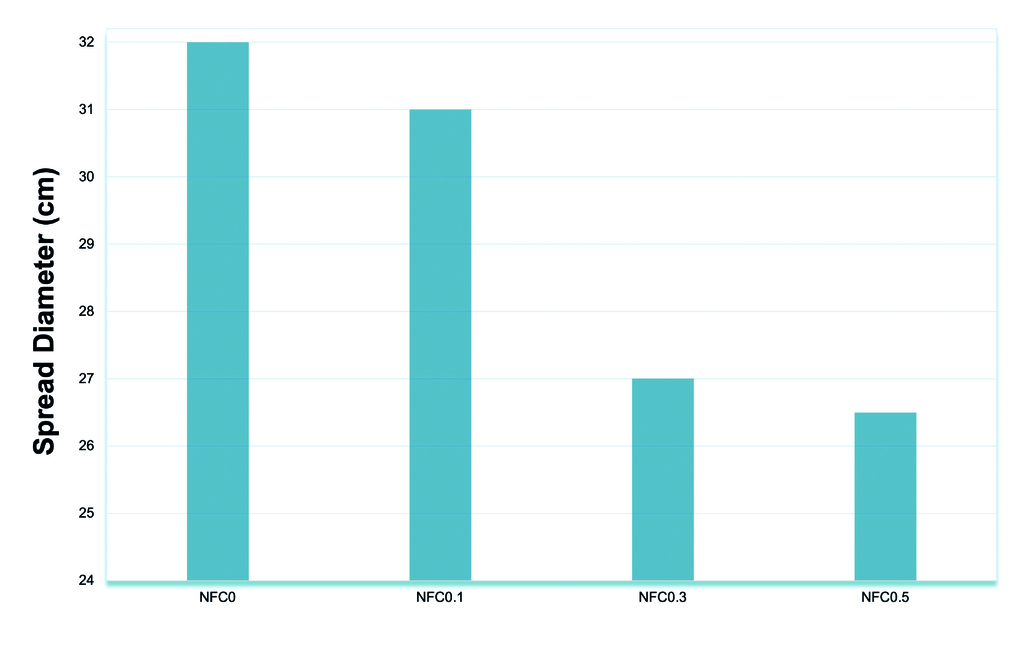
As the NFC additive increased, the reduction in spread diameter from 32 cm to 26.5 cm showed an enhanced water-retention capacity of the mixture. Fig. 3 presents the results of the effect of NFC on the spread diameter. When 0.1% NFC was added, the decrease in spread diameter remained limited, reaching 31 cm, whereas at 0.3% dosage the value dropped to 27 cm. These results suggest that higher NFC additions enable more effective control of the slurry’s rheological behavior. However, small decrease from 27 cm to 26.5 cm within the 0.3-0.5% range indicates that the saturation threshold of NFC with respect to workability has been exceeded.
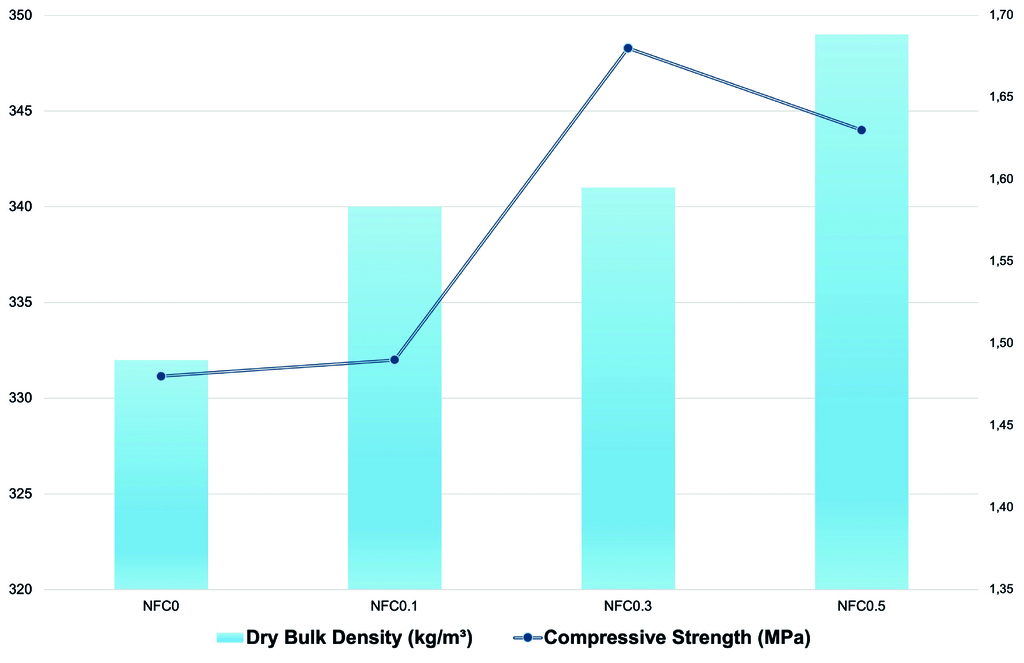
NFC addition reduces slurry fluidity due to increased water retention and enhanced rheology, thereby promoting the formation of a finer and more controlled pore structure. Figure 4 shows the variation in dry bulk density with the addition of NFC. While the dry bulk density of the control sample was 332 kg/m3, it increased to 349 kg/m3 at 0.5% NFC additive, corresponding to an overall rise of 17 kg/m3. Although the difference between 0.1% and 0.3% was limited to 0.1 kg/m3, the increase at 0.5% was more pronounced, reaching 9 kg/m3.
Also, Fig. 4 shows that as the NFC addition increases, the compressive strength firstly increases and then exhibits a declining trend. In particular, a pronounced improvement in the microstructure is observed up to a dosage of 0.3%. The control sample showed a compressive strength of 1.48 MPa which increased only to 1.49 MPa with the addition of 0.1% NFC. In contrast, at 0.3% NFC, the strength increased by 13.5% to 1.68 MPa, indicating that NFC at this level is more uniformly dispersed within the matrix and contributes to structural strengthening. However, when the addition was raised to 0.5% the compressive strength decreased to 1.63 MPa, suggesting that the optimum NFC addition is around 0.3%.
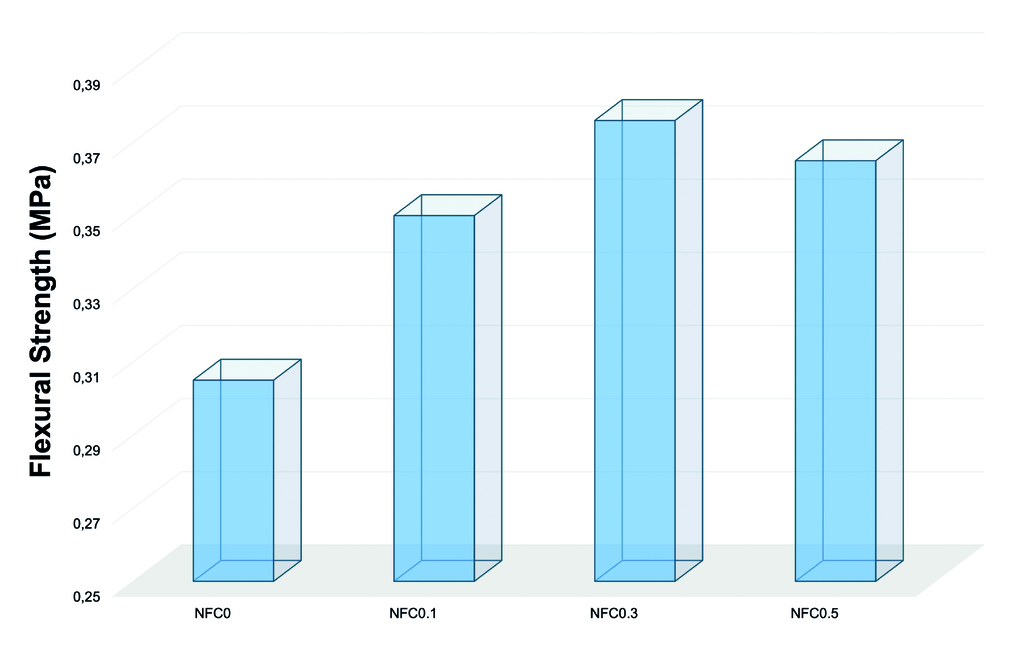
As shown in Fig. 5 the flexural strength, measured as 0.305 MPa for the control sample, increased to the range of 0.35-0.376 MPa with the addition of NFC. AAC is a brittle material with high porosity, this improvement in flexural strength is particularly significant in terms of crack initiation, crack propagation and fracture behavior. When the NFC addition increased from 0.1% to 0.3% the flexural strength rose from 0.305 MPa to 0.376 MPa. However, at 0.5% dosage it decreased to 0.365 MPa, suggesting that the optimum content is around 0.3%. Exceeding the saturation threshold at 0.5% may increase the probability of agglomeration and the resulting clusters can adversely affect both the uniform distribution of water and the formation of the C-S-H gel. This trend is also consistent with the findings of Zhang et al. [12], who reported the highest increases in both flexural and compressive strength at NFC addition of 0.3%.
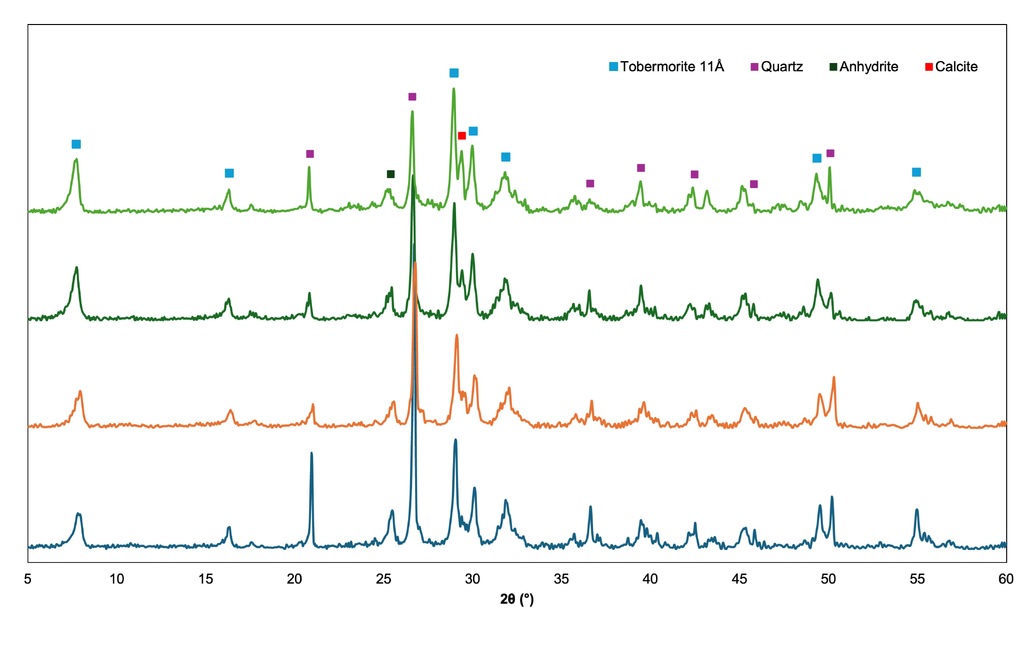
The XRD patterns of the AAC cubes, control sample and those containing 0.1%, 0.3% and 0.5% NFC are presented in Fig. 6. Characteristic peaks corresponding to the quartz phase were at 2θ values of 21°, 26.7°, 36.6°, 39.6°, 45.8° and 50.3°. In the sample with 0.3% NFC, the increased intensity of the quartz peaks indicates that a portion of the silica didn’t fully participate in the hydrothermal reaction. After autoclaved curing, the tobermorite was identified at 7.86°, 16.4°, 29.1°, 30.2°, 31.9°, 49.5° and 55°. Overall, the addition of NFC didn’t change the type of phases formed. However, it led to increase in tobermorite intensity while a decrease in quartz intensity was observed.
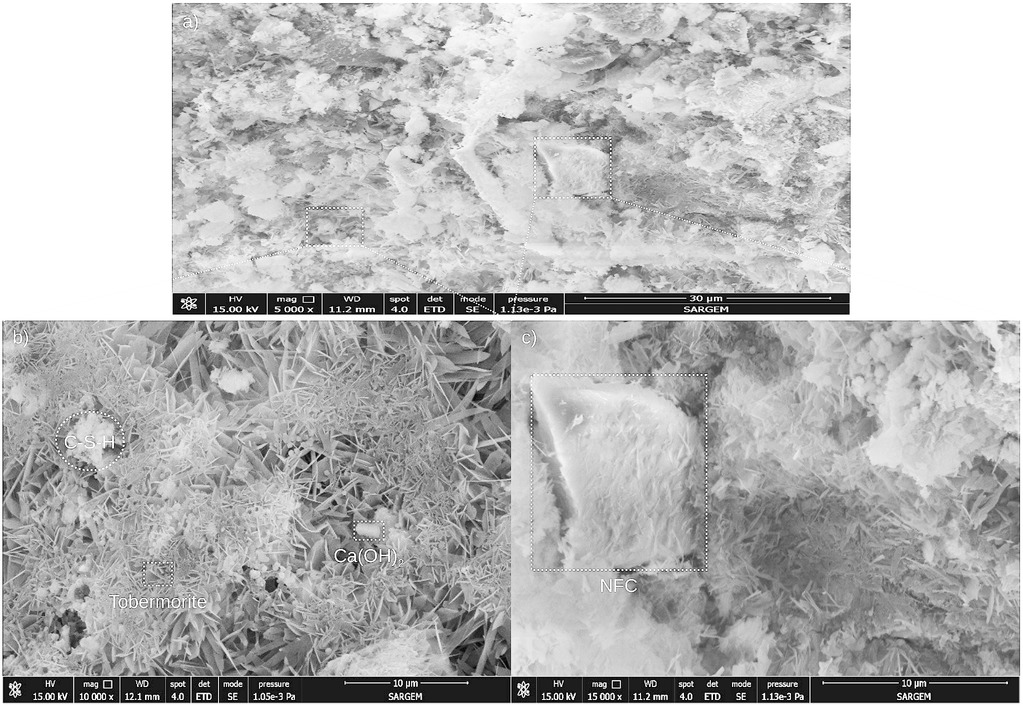
Following the examination of the SEM micrographs shown in Fig. 7 for AAC samples containing NFC, it was observed that NFC largely retained morphological integrity. Hydration products appeared to be concentrated around the NFC fibers, suggesting that the fibers promote the development of more compact microstructure at the fiber-matrix interface. This finding indicates that enhanced interfacial bonding between NFC and AAC matrix contributes to pronounced reinforcing effect in the material.
Conclusions
The integration of NFC into the AAC system was successfully achieved. With the observed improvement in mechanical performance, the brittle behavior of the AAC samples was reduced, demonstrating environmentally friendly and effective approach to limiting cracks that may occur during transportation and/or service. The main findings are as follows:
- Increase in the NFC dosage raises the water-retention capacity through the hydroxyl groups in its structure, thereby increasing the viscosity of the casting slurry and consequently reducing the spread diameter. Considering workability and stability criteria together in terms of the production process, NFC dosage of 0.3% was identified as the optimum reinforcement level.
- For the AAC cube containing 0.3% NFC, dry bulk density was measured as 341 kg/m3 with a compressive strength of 1.68 MPa and a flexural strength of 0.376 MPa. Compared with the control sample, these results indicate increases of 13.5% in compressive strength and 23.55% in flexural strength.
- Following autoclave curing, XRD results indicated that the main hydration products were tobermorite and C-S-H. For the sample containing 0.3% NFC, a decrease in quartz peak intensities and increase in tobermorite peaks were observed which can be associated with the improvement in compressive strength. The reduction in quartz peak suggests that greater amount of silica participated in the hydrothermal reaction. SEM observations further revealed that hydration products accumulated intensively around the NFC surface, resulting in more compact microstructure.
In conclusion using NFC, renewable resource, as reinforcing material offers a feasible approach to producing AAC products with improved mechanical performance while maintaining environmentally friendly characteristics.
References
[1] Lapovska Svitlana, Chernenko Nicholas, Konoplya Mykola, The effect of cellulose fiber on the bending strength of autoclaved aerated concrete, Annals of civil and environmental engineering, 8, 45-47, 2024. https://doi.org/10.29328/journal.acee.1001065
[2] I. Alejandra Corro-Escoria, Juan Hernandez-Avila, Eduardo Cerecedo-Saenz, F.R. Barrientos-Hernandez, Montserrat Cruz-Hernandez, Norman Toro, Edelmira Galvez, M.P. Gutierrez-Amador, Eleazar Salinas-Rodrigues, Synthesis of tobermorite 11 Å during the formation of autoclaved aerated concrete with the addition of diatomite, Results in materials, 26, 2025. https://doi.org/10.1016/j.rinma.2025.100725
[3] Ahmed Tawfik, R.A. Abd-El-Razik, Design, fabrication and characterization of distinguished lightweight and sustainable building materials, Journal of building engineering. 46, 2022. https://doi.org/10.1016/j.jobe.2021.103712
[4] Nathalie Lavoine, Isabelle Desloges, Alain Dufresne, Julien Bras, Microfibrillated cellulose – Its barrier properties and applications in cellulosic materials: A review, Carbohydrate Polymers, 90, 735– 764, 2012. https://doi.org/10.1016/j.carbpol.2012.05.026
[5] Muhammad Arif Aziz, Mukarram Zubair b, Muhammad Saleem, Development and testing of cellulose nanocrystal-based concrete, Case Studies in Construction Materials, 15, 2021.
https://doi.org/10.1016/j.cscm.2021.e00761
[6] Xuezhu Xu, Fei Liu, Long Jiang, J.Y. Zhu, Darrin Haagenson, Dennis P. Wieseborn, Cellulose nanocrystals vs. cellulose nanofibrils: A comparative study on the microstructure and effects as polymer reinforcing agents, ACS Applied Materials and Interfaces, 5, 8, 2999-3009, 2013.
https://doi.org/10.1021/am302624t
[7] Gilberto Siqueira, Julien Bras, Alain Dufresne, Cellulosic Bionanocomposites: A review of preparation, properties and applications, Polymers, 2, 728-765, 2010.
https://doi.org/10.3390/polym2040728
[8] Yizheng Cao, Pablo Zavattieri, Jeffrey Youngblood, Robert Moon, Jason Weiss, The relationship between cellulose nanocrystal dispersion and strength, Construction and building Materials, 119, 71-79, 2016. https://doi.org/10.1016/j.conbuildmat.2016.03.077
[9] Istva´n Siro´, David Plackett, Microfibrillated cellulose and new nanocomposite materials: a review, Cellulose,17, 459–494, 2010. https://doi.org/10.1007/s10570-010-9405-y
[10] Kavya S. Kamasamudran, Warda Ashraf, Eric N. Landis, Cellulose nanofibrils with and without nanosilica for the performance enhancement of Portland cement systems, Construction and Building Materials, 285, 2021. https://doi.org/10.1016/j.conbuildmat.2020.121547
[11] Pamela Sander Alves Lisboa, Marinana da Silva Machado, Richardo Brandes, Tatiane Isabel Hentges, Daniel Vicente Filipak Vanin, The influence of microcrystalline cellulose on cement pastes early hydration modulus of rupture, Materials Chemistry and Physics, 270, 2021.
https://doi.org/10.1016/j.matchemphys.2021.124769
[12] Jie Zhang, Fei Huang, Yuchao Wu, Tengfei Fu, Biao Huang, Wendi Liu, Renhui Qiu, Mechanical properties and interface improvement of bamboo cellulose nanofibers reinforced autoclaved aerated concrete, Cement and Concrete Composites 134, 2022.
https://doi.org/10.1016/j.cemconcomp.2022.104760